 Throughout the new year we will be sharing each monthly image from our 2014 calendar.
Throughout the new year we will be sharing each monthly image from our 2014 calendar.
Among the key criteria for selecting our products is the type and quality of the materials used. Each must be fit for purpose and long lasting. We appreciate the tactile surfaces and innate qualities of the different materials we come across; many seem to crop up again and again. In this years calendar, we celebrate the unique characteristics of twelve of our favourite materials. They appear in a series of still-lives, in which utilitarian, sometimes overlooked, objects are given closer scrutiny.
And so we reach December, and the final entry in our 2013 Tools of the Trade Calendar. We take a trip once more to Wales, where we find Tom and Anna, proprietors of the Solva Woollen Mill, and makers of our Welsh Tapestry Rugs.


Nestled deep in the Pembrokeshire countryside, the Solva mill has been in operation on this site for over a hundred years, weaving tweeds, flannel, rugs, blankets and stair carpets, and warping wool for knitting.

Originally established in 1907 by Tom Griffiths, Solva was passed down to his daughter Betty and son-in-law Eric on Tom’s retirement in 1950. Betty and Eric ran it for another thirty six years before passing it on to Cynthia and Robert Grime, who in turn passed it on in 2006 to their son Tom, and his wife Anna. The continuity provided by family is important at Solva, as Anna explains:
“The mill has only been owned by two families since it was built and Tom’s family history is intertwined with that of the previous mill owners all the way back to the early 1900s. His grandfather went to school with one of Betty’s brothers and they have always had close family ties. Tom was doing his A-Levels when his parents decided to buy the mill and he jumped at the chance of learning new skills associated with engineering and manufacturing.”
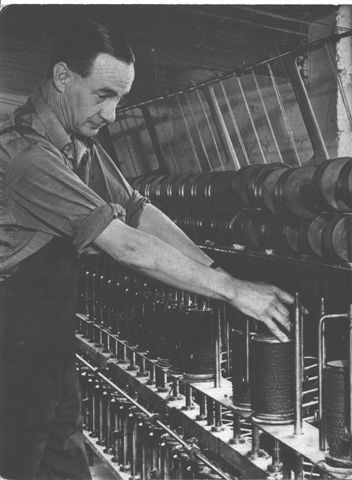
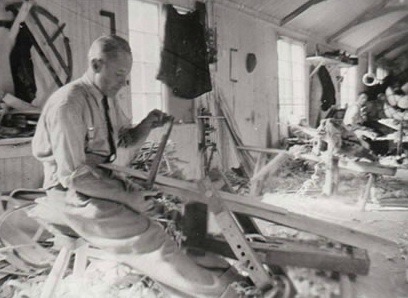
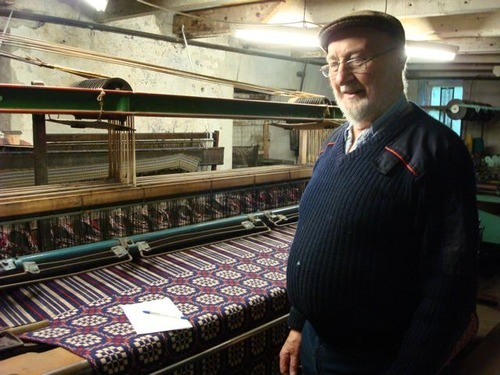
Eric at work ( above ) and Tom ( below ). Eric stayed on at the mill after retirement to help Tom and Anna learn how to run the mill and how to operate the complex machinery, and in particular how to work the Dobcross looms used to produce the tapestry rugs.

The Hattersley Dobcross Box Loom was the workhorse of Twentieth Century British weaving, producing countless thousands of metres of wool, worsteds and tweeds, and although many hundreds were destroyed as mills around the country closed down, there are still a handful of producers who keep and maintain these hardy machines.
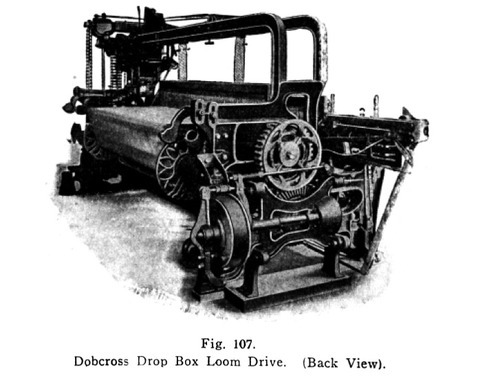
“The Dobcross was designed in the 1880s but the dates of ours range from the 1920s, with the newest one being built in 1957. None of them are original, they all have previous lives in other mills. Saying that we do still have an original but its not built at the moment.”
“Nobody carries new spares anymore. The original supplier retired in 1987. We hold a large stock ourselves from looms we’ve bought just to use for spares.”

“The shuttle in our Tools of the Trade picture is probably 35 years old and is brand new – one of our spares! We now use nylon versions of these shuttles which became available in the 1950s and are more robust than the older wooden versions. We still use a pair of nylon shuttles that Tom fitted to a loom when his family bought the mill in 1986!”
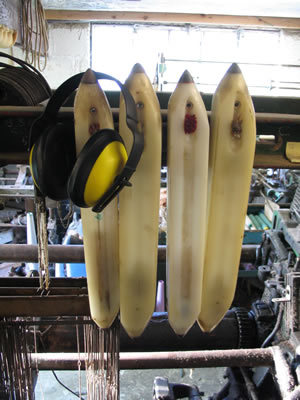
And what is the wooden tool on the top left? “Aha that’s no wooden tool! It’s an old buffalo hide picker hence why it’s not on the loom anymore - it’s worn out!! It slides backwards and forwards at the end of the loom throwing and catching the shuttle. Made from riveted buffalo hide, the modern equivalents are now made from nylon.”
We have come across the Dobcross before in Tools of the Trade, in March, when we paid a visit to Elvet Woollen Mill. This machine is the perfect loom for weaving the traditional Caernafon ‘Welsh Tapestry’ pattern that has seen such a resurgence in popularity over the past few years.

“The Tapestry design is the oldest pattern we weave here and was adapted from one of the traditional Welsh bedspread patterns. The rugs and runners woven here were originally of a much simpler design, but in the 1950s Eric noticed how many people had been using the tapestry blankets on their floors, and so he adapted the design using heavier yarn to produce a tapestry rug."

Our Tapestry Rugs are available in our own Labour and Wait Airforce and Olive colours, as well as as in standard Black and Red colourways. The rugs are 'double cloth’, being two layers of cloth woven together, making them weighty and durable as well as fully reversible. Solva use 100% British wool, spun by a family company in Yorkshire.


"The Cats are an integral part of the mill team as they patrol the mill deterring unwanted guests!!”

There were once 26 mills in Pembrokeshire; now Solva is one of only two. Anna and Tom feel proud to maintain the family history that is so closely entwined with the mill: “For my part being able to carry on the family owned tradition with Tom is of huge importance. Breathing new life into the mill and encouraging visitors to appreciate the importance of heritage is one of my reasons for enjoying owning a mill.”


We are very pleased to be able to sell these handsome Tapestry Rugs, woven by Tom and Anna in their Welsh mill. In doing so we feel we are playing our part in preserving a traditional industry, one that has been practiced in this mill for over a hundred years, and which will keep on going for many years yet.


Our thanks also go to all our suppliers who have shared their tools and their stories with us this year. We hope to have shown a little of the companies still proudly making their goods in Britain, many in a traditional manner, all of which we are honoured to sell at Labour and Wait.

A friendly farmer sold a collection of chainsaws and farmyard tools to a friend. Unfortunately, that friend didn’t have the cash to pay for said tools, so he traded them for his stash of unsold Swiss Army Knives from the early 1960’s.
That farmer kept hold of those knives for a good few years before contacting us here at Labour and Wait, with a view to selling them. Needless to say it didn’t take us long to gleefully take him up on his offer.
We are delighted to introduce our very limited stock of collectable Swiss Army Knives in our Redchurch Street store.

The 1960’s ‘Popular’ penknife.

The 1960’s 'Camper’ penknife.

The 1960’s 'Tinker’ penknife.

Rare 1960’s Pioneer penknife
 SOLVA WOOLLEN MILL was established in 1907. It is the only mill in Wales specialising in flat weave carpets, rugs and runners. This family business still uses traditional weaving skills and original 19th century looms. Amongst many prestigious commissions they are proud to have supplied the Landmark Trust for many years.
SOLVA WOOLLEN MILL was established in 1907. It is the only mill in Wales specialising in flat weave carpets, rugs and runners. This family business still uses traditional weaving skills and original 19th century looms. Amongst many prestigious commissions they are proud to have supplied the Landmark Trust for many years.

 SMITHS TRUGS are makers of the Sussex Trug, which was first created in the 1820s. This lightweight garden market is made using sweet chestnut and cricket bat willow. To this day each trug is completely hand-made using the same traditional methods and personally signed by the maker.
SMITHS TRUGS are makers of the Sussex Trug, which was first created in the 1820s. This lightweight garden market is made using sweet chestnut and cricket bat willow. To this day each trug is completely hand-made using the same traditional methods and personally signed by the maker.

November’s Tools of the Trade come to us from the village of Hurstmonceux, home to The Royal Sussex Trug Company. For nearly two hundred years this small village on the high weald has been home to generations of trug makers, crafting their willow and chestnut baskets in the same manner as Thomas Smith, the original Sussex Trug maker.

The traditional ‘trog’ had been used since Anglo Saxon times for storing and measuring grains and liquids, but these medieval vessels were made with solid timber and were heavy and cumbersome. Thomas Smith reinvented the trog as the trug, using Sweet Chestnut and Willow to make a basket which was light yet strong. There was an immediate demand for Smith’s trugs, and he quickly set up a workshop to supply the demand from houses and gardens throughout the country.
But it was the 1851 Great Exhibition that made the Sussex trug famous. Queen Victoria saw Thomas’s trugs and ordered some as gifts for members of the Royal Family. Thomas made the trugs personally and and then he and his brother walked the 60 miles from Sussex to Buckingham Palace to deliver them. The Queen was suitably impressed and bestowed her Royal Warrant on Smith - hence the Royal Sussex Trug.

There are a handful of trug makers still based in Sussex, but only one can trace its descent from Thomas Smith and the original Royal Sussex Trug. Robin Tuppen, proprietor of the Thomas Smith Trug Shop explains the tools and the process involved in the manufacture of a trug:
“The two tools we supplied were a draw knife and a cleaving axe (also known as a froe). The cleaving axe is used to split the chestnut that we use to make the handles and rims of the Royal Sussex Traditional Trugs.”

“The Cleaver uses a special axe, which is placed on top of the Sweet Chestnut pole (also known as a cooper pole or a Trug Bat) and this is hammered in with a wooden maul (also made of Chestnut). He then works the axe through the length of the pole, using the natural grain of the wood to split it in two. These halves are then cleaved again to produce smaller sizes which then go on for shaving as handles and half rims.”

“The Royal Sussex Trug handles and rims are shaved by the Craftsman on a “Shaving Horse”. The draw knife is used to shave them down to the correct thickness and width.“

"There are many different shapes and sizes to remember and the Craftsman has to do all this work by eye alone. The wood is then ready for steaming.”

“Any wood left over from the making process is burned on a wood fired boiler to raise steam to soften the chestnut for bending. We use our wood to fire our boilers because, when wood is burned, it gives off no more carbon dioxide than the tree from which it came absorbed during its lifetime. Truly carbon neutral! The chestnut is placed into the steamer, around which steam circulates freely (not under pressure), thus making the Chestnut pliable. It is then bent round the “former” to make the handle or rim.”

“The Craftsman has only a few seconds to do this before the wood becomes stiff once again, so he has to be quick as well as skilled. The handles and rims are then nailed together to make the “frames”, which are then sent to the Maker to have the boards placed inside them.
"Assembling the trug is done sitting on a “Making Horse”. The Craftsman receives the frame and fixes the boards into it. The boards, made from re-cycled Cricket Bat Willow are also steamed and are then bent on the ends in the Steam Shop before being sent to the Maker. This makes them springy and stops them splitting when they are shaped within the frame. The boards are placed inside the frame and fixed securely into position using solid copper tacks.”

“Once the Trug is made, the legs are nailed on to the bottom and the Trug is then ready to go for the final quality inspection before being signed by the craftsman, stamped and given a unique reference number on the bottom before being despatched.”

Robin and his team make over 100 different shapes and sizes of trug, and their uses are limited only by your imagination. Our trug, however, is the perfect size for use in the home or garden - and it has the all-important stamp and signature on the bottom, proving that it is the original Royal Sussex Trug.

Albert Jenner making a trug for R.W Rich, another local manufacturer of Sussex trugs.

Bill Dooley sat on his making horse, shaving the chestnut with his draw knife.
Eddie Smith, last of the Smith owners.

Hazel Pilbeam finishing a Royal Sussex Trug.
Our thanks to Robin and all at the Thomas Smith Trug shop for their photographs and information. Sussex Trugs are available online and in store now.
Our Tools of the Trade tour of Britain continues in Lancashire. Here, nestled in between the Yorkshire Dales and the Lake District National Park lies Holme Mills and the factory of Abbeyhorn, bone and horn carvers for over 250 years.

Two of our perennial Labour and Wait bestseller are from Abbeyhorn; our Horn Egg Spoon and our Horn Comb:


Abbeyhorn can trace their history back to 1749 and the Humpherson Hornworks in Bewdley, Worcestershire, “Manufacturers of Foresters’, Holster, Drenching and Powder Horns and Flasks” as well as “all kinds of Combs, Shoe Lifts, Scoops, and Spoons, Salt Cellars, Pepper and Tobacco Boxes, Lanthorn Leaves, &c., &c.”
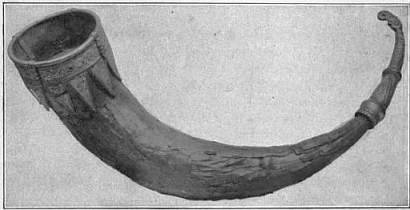
The use of horn as raw material or tool extends much further back than the 18th Century, though, and so we must start this month’s blog with a brief historical and archaeological discursion. The use of animal horn by mankind must be as ancient as our use of any tool. Our distant ancestors were thrifty in making use of every part of an animal, and the horn would have been no exception; many antique civilisations used animal horns as calling or musical instruments - and we still use the word ‘horn’ as synonym for brass instruments such as the trumpet today - while their shape and constitution made them perfect for carrying goods or liquids. Drinking horns were in use throughout Europe by the Iron Age and Julius Caesar later described the much sought-after 'Gaulish horn’ being used at great feasts as a drinking vessel. Horn artefacts have been discovered amongst the treasures of Sutton Hoo, and the Taplow Horn ( below ) was one of five cow’s horn drinking vessels discovered in the burial mound of a Saxon Chieftain.
But it was not just the natural shape of the horn which made it so useful. Heating the horn allowed it to be shaped and moulded, and as it cooled it retained its new form. This meant that horn could be used for many new purposes and over the centuries hornworking techniques such as heating, pressing, splitting, filing and moulding came to be refined and perfected. And so, by the time of Humpherson and Sons, horn was being made into combs, pipes, scoops and spoons, boxes of all size and purpose, spectacle frames, brush handles, lantern leaves and many, many other functional and useful items. It is no wonder horn is now known as the plastic of the Middle Ages.

Abbeyhorn still use these traditional processes to make many of their products today. The horn is heated, bent, and set, and sanded, polished and buffed, all by hand and all by their skilled workers.
Now we normally hope to visit the factories ourselves to take pictures and explain the manufacturing process, but we were unable to visit Abbeyhorn on this occasion. Luckily for us, however, Adam Thompson - writer of the fascinating Manufacture & Industry blog - took a trip to Lancashire recently, and he has kindly allowed us to use his pictures. And so we can follow the manufacturing journey, from animal horn to egg spoon.
The raw material comes from Africa, where the horns are a by-product of the Nigerian beef industry - domestic British cattle have long had their horns bred out of them.

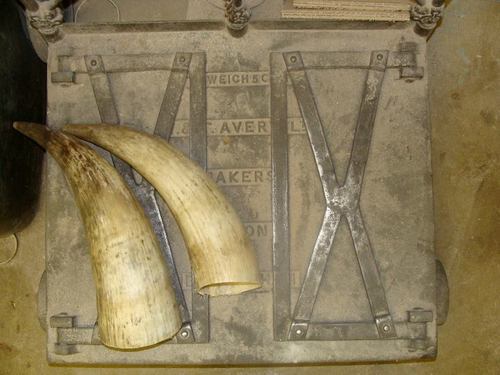
The horn is then flattened in a pressing machine before the blanks are die cut. Our calendar picture shows the spoon die, a flattened sheet of horn and the two stamped spoon blanks.

The blanks are then ready for sanding.

Hornworker Graham sanding the blanks. Graham has been with Abbeyhorn for over 30 years.

Spoon blanks ready to be heated and moulded - and some comb blanks ready to have their teeth cut.

For heating small items such as spoons Abbeyhorn use a deep fat fryer. It is a delicate process though; underheat them and they won’t retain their new shape, overheat them and the horn is ruined.

The warm spoon blank is sat in its mould and then pressed into shape.

The moulds of various shapes and sizes are produced by another local company.

Once the bowl of the spoon has been shaped it is dipped in dust to remove any excess grease, and then it is ready to be buffed to a shine.

The finished product. Each horn will have its own particular colouring and pattern, meaning every item will be unique - no two spoons will ever be alike. Colours can range from solid black to completely translucent, with every shade and stripe inbetween. These spoons are incredibly beautiful tactile objects, and provide a little bit of luxury to everyday life - we can assure you that there is no finer way to eat a boiled egg than with a horn spoon!
The horn comb is made using a similar process. Horn makes a perfect choice for a comb, as hair and horn are essentially the same material - keratin. A horn comb will thus be kinder and more comfortable to your hair than a plastic comb, and will help keep your hair nourished, healthy, sleek and shiny.

Abbeyhorn is currently in the safe hands of The Cleasby Family, the fifth owners in the company’s long history. From its base on the borders of the Lake District Paul Cleasby and his small team of co-workers continue to hand craft their horn, bone and antler -wares in the same way as all those generations of hornworkers before them.

Many thanks to all at Abbeyhorn for sharing their tools with us, and thanks again to Adam at Manufacture & Industry for the use of his pictures.
Horn Egg Spoons and Combs are available at the Labour and Wait shops in Redchurch Street, Dover Street Market, and from our website.
 ABBEYHORN can trace its history back to 1749. This family run business produces traditional horn products from a variety of ethically sourced raw materials mainly by-products of the meat industry. Every item is unique, bearing its own distinctive markings.
ABBEYHORN can trace its history back to 1749. This family run business produces traditional horn products from a variety of ethically sourced raw materials mainly by-products of the meat industry. Every item is unique, bearing its own distinctive markings.
Our Tools of the Trade calendar 2013 has so far taken us to Suffolk, Norfolk, Sussex, The Cotswolds, Shropshire, Wales, the West Midlands and London ( twice ). September sees us arrive in Tunstall, Staffordshire - home of Cauldon Ceramics, makers of our Brown Betty teapot.

Tunstall is one of the six towns which form Stoke-on-Trent, colloquially known as ‘The Potteries’.
The local abundance of clays and the easy access to coal made Tunstall, along with Fenton, Hanley, Burslem, Longton and Stoke the perfect location for a rapidly expanding ceramic industry, with local names like Spode, Doulton, Wedgewood and Minton establishing their manufactories in the area. Throughout the nineteenth and twentieth centuries the growing industrialisation of the manufacturing process lead to the establishment of Stoke-on-Trent as one of Britain’s industrial heartlands, creating products to be sold throughout the country, the Empire and beyond.
But while Wedgewood, Doulton and Spode were looking to refine their china clays and porcelains to cater to the booming middle class, the local red clay of Tunstall was perfect for manufacturing cheap and durable domestic ware, and, in particular, teapots; the clay retaining the heat and the large rounded shape allowing the tea room to brew to perfection. This simple, functional pot became known as the Brown Betty.



Cauldon’s Brown Bettys are made in the traditional slipcast manner where slip - a clay and water mix - is poured into plaster moulds. As the plaster absorbs the water from the slip the clay forms and hardens inside the mould. After the slip has been inside for a certain amount of time it is poured out, leaving a thin layer of clay - in this instance in the shape of a teapot.

Moulds ready for filling with slip.

Factory owner Zamir overseeing the filling process.

Filled moulds waiting to be emptied - the amount of time the slip is left in the mould before emptying determines the thickness of the finished pot. Too short and the pot will be brittle and breakable, too long and it will be heavy and ungainly.


The moulds are opened and the leather-hard pots are removed. The raw pots will have moulded seam marks on them, so require trimming or 'fettling’ to ensure a smooth finish.

Fettled and unfettled pots.

Like all processes in the making of a Brown Betty, the fettling is performed by hand.

The finished pots waiting to be fired. The red clay of the Brown Betty gives the pot its distinctive look ( and its distinctive name ).

The kiln loaded and ready for firing.

As the clay pot is dried and fired it shrinks in size, by a factor of up to one tenth. Here, a fired Betty is seen next to an unfired pot to illustrate the shrinkage.
The final step in the process is the glazing, where a decorative and protective natural coating is fired onto the bare clay at high temperature. The traditional Brown Betty finish used a Rockingham Glaze to produce a deep, dark, rich brown colour.

Teapot lids waiting for their dip in the glaze.
Many modern versions of the Brown Betty, however, use a somewhat flat and lifeless brown glaze so from this year we will be selling a clear glaze version of the Brown Betty.

Not only does this show off the natural colour of the clay, returning the Brown Betty to the natural, lighter shade that is seen in many vintage examples, but it ensures that any teapot bought from Labour and Wait will stand out as a unique item.

The clear glaze of the lid contrasts with the darker Rockingham of the teapot body.

The functional and utilitarian nature of the Brown Betty has ensured its popularity from generation to generation, and so how pleasing it is to know that they are still being made by hand in Stoke-on-Trent to this day.

The Brown Betty Teapot in a clear glaze is available in 2, 6 and 8 cup versions from the Labour and Wait shop or online.

Our London Design Festival exhibition is up and our Heritage ‘Ball’ Jars are now available to buy!
Visit our Redchurch Street store to take a look or if you can’t make it down the Jars are now available to buy online.
 CAULDON CERAMICS is situated in Stoke-on-Trent, where the original Brown Betty teapots were produced at the end of the 17th century. The teapot takes its name from the distinctive brown clay from this area. Each teapot is handmade by a small but skilled workforce.
CAULDON CERAMICS is situated in Stoke-on-Trent, where the original Brown Betty teapots were produced at the end of the 17th century. The teapot takes its name from the distinctive brown clay from this area. Each teapot is handmade by a small but skilled workforce.

In celebration of the 100th anniversary of the first true ‘Perfect Mason’ jar, Ball have issued a limited edition Pint jar in the iconic aqua blue glass.
These Jars will be available in store and on our website from Design Week onwards.
For more information -
Icon Design Trail
Shoreditch Design Triangle

August, and our Tools of the Trade tour brings us to Suffolk, home of Footrope Knots and Des Pawson MBE.

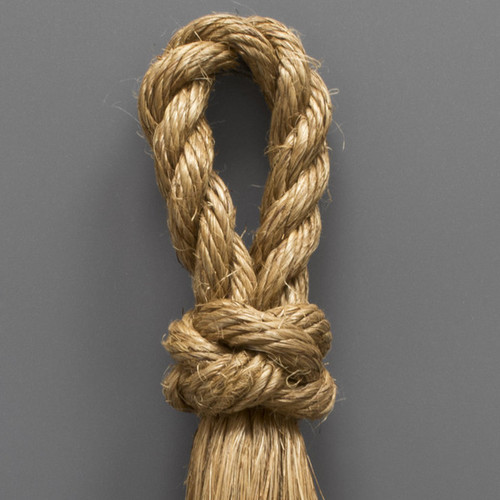
From his workshop, and with the assistance of his wife Liz, Des makes our Rope Doorstop, Rope Keyring and Sailor’s Whisk Brush.



A founding member of the International Guild of Knot Tyers, Des is known and respected the world over for his knowledge of knotting and ropework, and his enthusiasm and expertise sees him in demand at festivals and boat shows throughout the country. With his bright red cap and bushy beard Des is a popular and instantly recognisable figure, whether demonstrating ropemaking, or tying keyrings, bellropes or fenders. For his Tools of the Trade Des chose to share with us his Heaving Board and Heaving Mallet.
These tools are used in tensioning rope to ensure the tightest knot; essential in the making of a Monkey’s Fist. Traditionally used to weight the end of a line, allowing it to be thrown, the elegant interlinking rings of the Monkey’s Fist make it an attractive ornamental knot, and the perfect form for our doorstop and keyring.
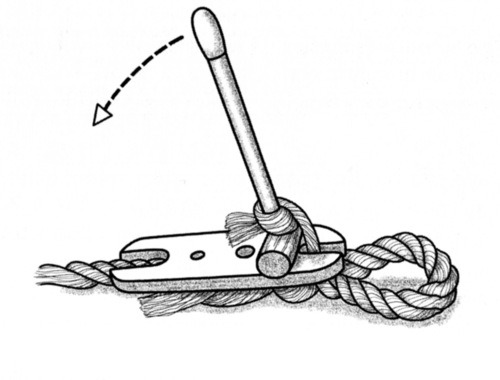
Des explains his tools for us: “I cannot recall exactly how old the heaving board is but it is based on one I saw used by a rigger on the Cutty Sark a good few years ago. It is made from a piece of beech that I found floating in the river Orwell, although it has been broken and repaired once.”












Made by sailors from odd ends of rope, this brush was used for swabbing a boat’s deck, although our smaller version is perfect for brushing down your table or worktop. Although simple looking, this brush is very labour intensive, as straightening the strands to produce the distinctive ‘whisk’ involves controlled soaking, combing and drying. Available in limited quantities, this is a great alternative to a dustpan brush, and is a classic Labour and Wait product - timeless and functional.
As well as making rope products and demonstrating knot tying, Des also runs the Museum of Knots and Sailor’s Ropework. A valuable resource of rope artefacts and knot tying history, Des’s tribute to the art of the ropemaker is a unique collection celebrating the prosaic and practical skill, once commonplace, which is now the province of the specialist.
“We believe that the world should recognise the art and skill of knots and sailors’ ropework. Such items that have often not been valued or exhibited by museums. For many years we have collected old and recent ropework and ropeworking tools. We hope to encourage greater awareness by creating this setting to properly display our collection.”

 FOOTROPE KNOTS was established in 1980 by Des Pawson, an expert in knotting and sailor's rope work. Based at his home in Ipswich, working alongside his wife, he produces traditional ropework articles. His interest extends to a rope and knot museum situated in his garden.
FOOTROPE KNOTS was established in 1980 by Des Pawson, an expert in knotting and sailor's rope work. Based at his home in Ipswich, working alongside his wife, he produces traditional ropework articles. His interest extends to a rope and knot museum situated in his garden.
July’s Tools of the Trade come from R. Russell Brush Manufacturers, a family business with over 160 years experience in brushmaking.

From this company we sell a selection of handmade all-natural bristle brushes, including a Banister Brush and a Clothes Brush - available online - and an Indoor Broom and a long-handled Cobweb Brush, available in our Redchurch Street store.

That august chronicler of London life the Gentle Author has written about the history of R. Russell on the Spitalfields Life blog, so to learn more about the history of the company and the six generations of brush-making Russells please take the time to visit this fascinating site. In the meantime Robert Russell will take us through the tools involved in the manufacturing process.

“The plastic cup is used for hand mixing the epoxy cement. If only a small amount is required we use this cup, if we need a larger amount it is dispensed via a cement mixing machine. The knife is used to wipe the plastic cup of any excess dribbles when pouring.”

“The cardboard flapper is then used for patting down the filaments of the brush into the cement.”

“The blue cylinder is a wrap of a polyester material, used for brushes in food environment applications, such as pastry brushes etc.”
Russell make a huge variety of brushes for many different applications, but all of the brushes for Labour and Wait are made with natural bristle.

“Finally, the comb is just used to tease out loose strands which for what ever reason haven’t penetrated the cement.”

R. Russell’s long history as a brushmaking company was threatened by the growing availability of cheap mass-manufactured brushes from the far east, but in recent years they have found that their high-quality hand-made brushes have found an appreciative audience amongst discerning customers. There will always be a place in the home for quality products, and so we are proud to sell the Russell brushes, each one branded with the proud slogan “MADE IN ENGLAND”.


Our thanks go to Alan and Robert Russell, and to the Gentle Author for allowing us to use the Spitalfields Life photographs.
 R. RUSSELL are in their sixth generation as brush makers. They are believed to be the oldest family run business in Chesham, where brush making was once a thriving industry within the town. Almost all of their brushes are handmade utilising skills passed down from previous generations.
R. RUSSELL are in their sixth generation as brush makers. They are believed to be the oldest family run business in Chesham, where brush making was once a thriving industry within the town. Almost all of their brushes are handmade utilising skills passed down from previous generations.

June’s Tools of the Trade takes us on a trip into the heart of the English Cotswolds, where we find the small town of Winchcombe and the Winchcombe Pottery.

From this small studio workshop we stock a selection of hand thrown pouring bowls, in three sizes and two glazes.



These beautiful bowls are fired in a wood-burning kiln, and it is this firing process which gives each bowl its unique appearance. Irregular colouring and scorch marks created by the smoke, soot and ash characterise each object, and the resulting depth of colour and complexity means no two bowls will ever be exactly alike.
The outside surfaces are left unglazed, revealing to the touch the rough clay surface, while inside one of two glazes is used:
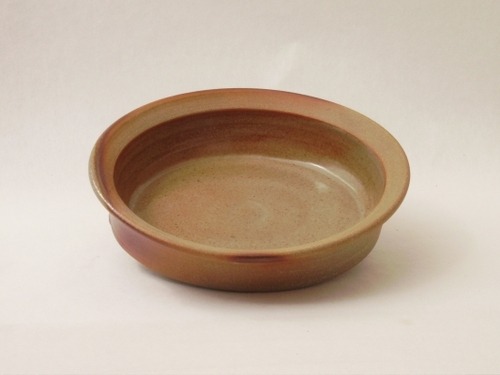

The clear glaze reveals more of the natural wood-fired colouring inside the bowl, while the dark tenmoku-like glaze adds depth to the finish, the oxidisation process creating its own irregular patterning in shades of brown and black.
Customers - and staff - will often deliberate long and hard over which particular bowl to buy, as each one is truly a unique item.
The Winchcombe Pottery can trace its history back to 1926, when a 25 year old potter named Michael Cardew rebuilt and reopened the local Becketts Pottery. Cardew had trained under Bernard Leach, the man responsible for the rebirth of craft pottery and the Studio pottery movement in the early years of the twentieth century; Leach believed that the potter’s focus should not be on decoration or embellishment but in the tactile and functional perfection of objects designed for everyday use, and Cardew’s ambition was to reopen the pottery as a place where traditional, functional and affordable wares could be made for the local population.

To help him in his task, Cardew hired two men; Elijah Comfort, the 63 year old chief thrower at the Becketts pottery, and 14 year old Sydney Tustin, a local lad whose first task was to turn the wheel for the elder potter. As the pottery established itself, the team expanded, Sydney’s brother Charlie Tustin joining in 1935 and Ray Finch a year later. Finch, from South London, had originally travelled to Gloucestershire to find work at the pottery in 1935 but Cardew instructed the young man to learn his skills first, so Finch studied at Central Saint Martins before joining Michael, Elijah, Sydney and Charlie at Winchcombe. Cardew himself, however, only stayed at the pottery for another three years before leaving for Cornwall where he set up the Wenford Bridge pottery, and so in 1939 Ray Finch took over the running of Winchcombe.

The team at Winchcombe in 1947 - Ray Finch is standing on the left.
In 1974 Finch and Winchcombe opened their first wood-fired kiln, establishing the process which defines Winchcombe pottery today. The wood firing introduces the essential element of random to the process, transforming the local clay into functional, practical, unique objects. Earth, water, wood, fire and ash, feldspar, limestone and iron oxide; the ingredients which create the magical transmutation which is stoneware pottery.

Ray Finch hard at work building a wood fired kiln, the essential element in Winchcombe Pottery.
So what tools are used in the production of these bowls? Ray’s son Mike explains them for us:
“On the left side is a wire for cutting off the pot from the wheel. The top and bottom middle are metal banding strips used in trimming and turning leather-dry pots, as is the paint scraper in the centre.”
“The wooden rib on the right is for smoothing throwing rings - especially on the inside of bowls."

Each bowl is hand thrown and hand finished, before being stamped with The WP mark that signifies the Winchcombe Pottery.

Sadly, Ray Finch passed away in 2012. He had worked at Winchcombe for over 70 years and trained and inspired generations of potters. A website has been set up to celebrate his life and honour his achievements - Ray Finch 1914 - 2012.

The original Winchcombe team of Michael Cardew, Sid Tustin and Ray Finch.

Mike and his team are carrying on the tradition established by his father and the original potters, and still make their wares in the same way. Hand thrown, hand finished and wood fired. Our thanks go to Mike and all at Winchcombe for sharing their tools and their story with us.
Unfortunately due to the unique and varying nature of these items and their limited availability we are unable to sell them on our website. If you are interested in buying one you can visit our Redchurch Street store or email us using info@labourandwait.co.uk.
For more information on Bernard Leach and studio pottery you can read our story about the Syussai Pottery here.
We have been selling local author Clive Murphy’s ‘Ordinary Lives’ first editions for many years now. We were delighted when we heard that after purchasing a book from us, Pan Macmillan would be republishing one of the series.
'Love, Dears’ will appear in a paperback edition, retitled as 'Up in Lights’. The novel tells the dramatic story of former chorus girl Marjorie Graham, as recorded in correspondence and conversation with Clive Murphy.
The original first editions of 'Love, Dears’ are available in store and online.
 WINCHCOMBE POTTERY was reopened in its current incarnation, in 1926 by the potter Michael Cardew; there having been a pottery on the site since 1800. Cardew's ambition was to make domestic ware for everyday use. Under the subsequent direction of Ray Finch a wood fired kiln was built in 1974 and has been in use ever since.
WINCHCOMBE POTTERY was reopened in its current incarnation, in 1926 by the potter Michael Cardew; there having been a pottery on the site since 1800. Cardew's ambition was to make domestic ware for everyday use. Under the subsequent direction of Ray Finch a wood fired kiln was built in 1974 and has been in use ever since.
May’s Tools of the Trade takes us to Great Yarmouth, where Yarmo have been manufacturing their Fisherman’s Smock since 1898.

This classic piece of workwear has been an essential outerlayer for British fishermen for over a century, but it has also been popular with painters, sculptors, potters, craftsmen… and shopkeepers; most of us here at Labour and Wait have one. So what is it and why do we like it? Let us explain.

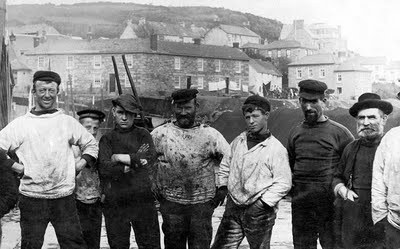
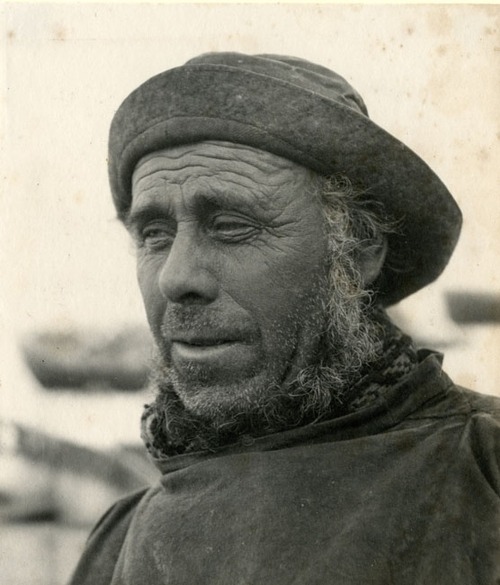
The fisherman’s smock is a classic example of functional, utilitarian clothing. This Folkestone fisherman is wearing the traditional pocketless version - cut from sailcloth, this garment was a strong and sturdy extra layer that kept the wearer warm and dry, protected his woollen jumper, and was comfortable and easy to work in. The short sleeves prevented the cuffs getting wet - a feature also seen on guernsey jumpers and breton shirts - while the tight fit and high neck ensured maximum protection from the elements.
The Yarmouth Stores supplied this and other items of clothing and chandlery from their harbourside warehouses on the outermost tip of the east of England. By 1914 they had opened up branches in ports all around the coast, from Brixham and Padstow in Cornwall to Grimsby, Hull and North Shields all the way up to Lerwick in Scotland. The fishing fleets moved around the coast, so a shop would be opened up for two or three months and as the herring shoals moved on the shop stock would be put aboard a drifter and transported to the next port.

By 1910 and the heyday of the herring industry Yarmo were supplying smocks to fishing communities throughout Great Britain. But it wasn’t just a uniform for fishermen to work in - the practical, utilitarian nature of the fisherman’s smock meant it was adopted by many artists and artisans.
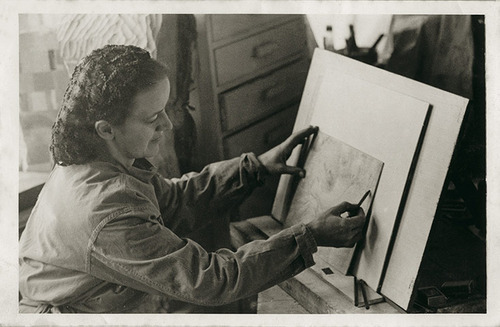
Here Barbara Hepworth wears a smock as she sketches. In the early decades of the Twentieth Century St. Ives in Cornwall became a popular destination for artists and we can imagine the inspiration provided by the smocks being worn by the local crews - such as this rather motley bunch from along the coast in Mousehole. The cheap, tough, easy to find smocks provided the perfect protection for artists as well as sailors.
These white smocks show their sailcloth origins, and they are still made from the same material today, in particular a blue sailcloth which washes and ages beautifully, very much like good denim. The only alterations for the modern sailor or artist are longer sleeves and two patch pockets.
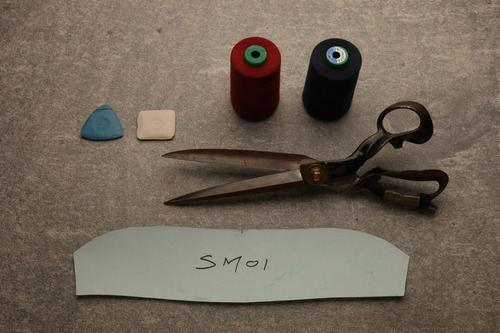
So what of May’s Tools of the Trade? Chalk, shears and thread, the essential tools of the tailor. But Yarmo’s process has been modernised from the days of chalking patterns by hand. Sharon Bowles, Factory Manager at Yarmo, talks us through the manufacturing operation:
“Patterns are printed via computer to a plotter machine by Barry our cutting room supervisor. We have kept the old card patterns for back-up, as you never know when you might need them.”

“Once the pattern has been drawn up on paper it is labelled with a job sheet ready for laying.”

“The required fabric is rolled out and measured to the lay plan. The quantity is checked and the fabric is laid up depending on the number of garments required.
Lorraine is now ready to cut the lay out, the knife she uses will depend on the depth of the cloth in the lay.”

This is the largest of Yarmo’s cutters, but other sizes are used depending on the size of the lay.

“Once the lay is cut it is then passed to Sue to be fitted up into bundles of work with a work ticket ready for the machinist.”

The ‘bundle up table’.

“These bundles are given out to the girls on the flat machines who stitch on the pockets, labels and collars.”


“After this, the bundle is passed to an overlocker to have the sleeves sewn in and the body sewn together.”

“They pass the work back to the flat machinist who hems the sleeves. The complete bundles finally go to the finishing machines and through to quality control. Once the garments are checked over by Debbie she labels and bags them ready to go to Lionel in the warehouse - and ready for despatch to our customers.”

“Although smocks are still popular today, they are worn more for leisure wear - although I do know of some fisherman who still wear our smocks for fishing.”
Whether for sailor or sculptor, the fisherman’s smock is very much the traditional garment that is as wearable today as it ever was. Our thanks go to Sharon and all at Yarmo for sharing this information and for supplying us with pictures.
The author wearing his smock, yesterday.
Pictures from the National Maritime Museum Archive and the Pentreath Photographic Archives. Photograph of Eli Farrow the fisherman by Walter Clutterbuck, from the Norfolk County Council Library.
 YARMOUTH STORES were incorporated in 1898, the company supplied all types of fishermans' requisites from rope and groceries to tobacco and waterproof clothing. During the 1930s a factory was established in Great Yarmouth producing smocks and overalls for the fishing industry, a practice that continues to this day.
YARMOUTH STORES were incorporated in 1898, the company supplied all types of fishermans' requisites from rope and groceries to tobacco and waterproof clothing. During the 1930s a factory was established in Great Yarmouth producing smocks and overalls for the fishing industry, a practice that continues to this day.

April’s Tools of the Trade have kindly been supplied by E Jeffries and Sons, saddlers and leatherworkers, and manufacturers of the Brady range of bags.

The Brady company can trace its history back 140 years, and is the label of choice for many of this country’s most discerning hunters, shooters, fishers and royals. Chris Hodgkiss from Jeffries explains the tools:
“(At the top) SINGLE CREASE and (at the bottom) DOUBLE CREASE: These tools are used for veining on the edge of the leather to give it a single or double crease. These tools must be heated before use.
EDGE TOOL (in the middle): This tool is used for edging the sides of leather strap work to give a smooth, round edge.”

This finishing can be seen on the leather straps of our Khaki Fishing Bag ( above ) and our Bridle Leather Belt ( below ). Made in Walsall, England since 1928, the Fishing Bags are produced by skilled craftsmen using the best quality bonded canvas and bridle leather. Although the belts can’t trace their heritage back this far, they too are made in Walsall, hand stitched and then veined, burnished and polished by hand.
The sharp, deep crease on the leather is the perfect finishing touch for both.


Each Brady Fishing Bag contains a removable rubberised lining to ensure your freshly caught trout doesn’t get your laptop or newspaper wet. The triple layered waterproof canvas and bridle leather straps and trim are of the highest quality and mean these bags will stand up to many years of hard use.

The Folio Bag is a design we found in the Brady archives, and is made exclusively for Labour and Wait. Originally a post / despatch bag this design has found a new lease of life thanks to its unique dimensions - it is ideal for large laptops, folders, portfolios, etc. The bonded canvas is waterproof and the bridle leather ensures the longest life for this stylish and durable bag.

We love selling products that are hand-made or hand-finished, particularly if they are made in England, so these Brady bags and belts are some of our favourite Labour and Wait items. Our thanks go to Jeffries and Sons for the loan of their tools.

 E JEFFRIES & SONS have been making saddles since 1820. Today they continue to make high-quality equestrian accessories and leather goods in their workshops in Walsall. They are also renowned for their handcrafted traditional game and sporting bags.
E JEFFRIES & SONS have been making saddles since 1820. Today they continue to make high-quality equestrian accessories and leather goods in their workshops in Walsall. They are also renowned for their handcrafted traditional game and sporting bags.

The good people at Port Magazine came in to interview Simon and Rachel last week. Our normally publicity-shy owners made an exception for this publication, as we are all fans of its intelligent approach and well considered aesthetic. The interview is now online here. ( By Chris Chasseaud with pictures by Liz Seabrook ).

March; and Elvet Woollen Mill take their place as our calendar pin-ups. And from them we have an oil can and a cone of red yarn, both of which are used to make our Welsh Tapestry Blankets.

Elvet Woollen Mill is one of the last remaining working woollen mills in West Wales, and has a history dating back over 120 years. For the past 30 years it has been run by Mike Tolputt and his family. And Mike is the best man to tell us about his tools:


We have sold these beautiful blankets for years at Labour and Wait. We source vintage and antique blankets from all over Wales, and we never fail to be astounded by the brightness and variety of the colours. However, as their popularity has increased, so has their price, and it becomes harder to find the spotless - and the mothless - examples we are looking to sell. So we were very pleased to find Mike and his mill producing high quality modern versions.

At the moment we sell the blanket in the red, white and black colourway, but there are rumours of new colours being prepared just for Labour and Wait…

“The cone of red yarn is a sample of dyed yarn used to make our Welsh Tapestry Bedspreads. It is a blend of 100% pure new English Wools spun specially for us by a long established firm in Huddersfield. It is then sent onto Bradford where it is dip-dyed using well established traditional methods.”

“The natural yarns used in our Tapestries are from Wales and are, of course, the natural colour of the fleece with no dyeing involved.”


“Did you know that 7 miles of yarn is required to make 1 Double Size Bedspread, and in doing so the threads will cross over each other 5.3 million times. WOW.”

WOW indeed, Mike. It sounds like a lot of work, but at least we have something wonderful to show for it.

Our thanks go to Mike and Alison at Elvet for showing us their mill, and for revealing the intricacies of the Welsh Tapestry Blanket.

Deep in a valley in the foothills of the Austrian Alps, along the Iron Trail, in the shadow of Ore Mountain, we find the Mile of Forges - and an old Blacksmith’s Cottage.


Inside, sat at the forge hammer, or stoking the fire - as he has done for 500 years - we find the smith himself.


At one time 69 privileged blacksmiths worked in this area, with another 90 who survived without the Imperial Favour. Their products were exported to all parts of the Austrian Empire - to Bohemia, Moravia and Trieste, as well as further afield to Germany, Prussia, Italy, Poland, Russia… and out to the Middle East and beyond.

The Alpine streams provided the power, the forested hills the fuel and Ore Mountain the raw material. The valley rang to the clang of metal on metal.


Today the descendants of these ‘Black Earls’ are still in business, with their modern forges and factories still sending their ironwares out around the world. But there are still one or two smiths sat at their forges, crafting their tools by hand in the way they always have.





So deep in the valley in the Austrian Alps, along the Iron Trail, in the shadow of Ore Mountain, in the Mile of Forges, think of the Blacksmith sat at his hammer forge, in the living metal workshop, as he has for 500 years.

 ELVET WOOLLEN MILL is one of the few remaining working woollen mills in West Wales. The mill itself has a history dating back over 120 years. Family run, this historic mill weaves traditional Welsh textiles on original looms.
ELVET WOOLLEN MILL is one of the few remaining working woollen mills in West Wales. The mill itself has a history dating back over 120 years. Family run, this historic mill weaves traditional Welsh textiles on original looms.

February sees Creamore Mill take their place as the stars of our Tools of the Trade Calendar. Established in 1981 in rural Shropshire, this family-run business designs and hand-turns all of their wooden products in the former corn and wood mill which gave its name to their business. From their extensive range of functional and practical household and garden items we have selected the Wooden Door Wedge, Twine Stand and Dibber.
Sam Buckland, son of business founders John and Cathryn Buckland, kindly gave us an explanation of each of the tools pictured:
“The goggles should be self explanatory, especially so when you see the direction in which the shavings generally leave the cutting tools while turning wood.”

“The gouge is a versatile turning chisel, used for both rough turning of blanks from a square down to the finishing cut. The long handle provides good leverage to control the angle of attack. An example of use is turning the bishop twine stand bases – square blanks are band sawed into discs and then mounted on a lathe. The gouge makes the straight roughing cut at the circumference, a finishing smooth cut and the adjacent bevel profiles.”

“Our hand chisels are made in Sheffield from high speed steel; an excellent balance between edge sharpness and durability for wood turning.”

“The roll of sand paper is one of several with different grits, of graduating coarseness. While the work piece is still turning on the lathe the sand paper is used to smooth the final profile, knocking off the wood fibres from the end grain and corners. Sand paper also introduces a more uniform surface in preparation for certain finishes.”

“The bronze brush is used in general tool cleaning. The release of wood resins during working can leave a build-up of grime on the tools. The softer bronze bristles avoid damage to the cutting edges.”

With three decades of experience and a simple collections of tools, Creamore Mills are justifiably proud of their artisan approach. Our thanks go to them for allowing us to photograph their tools, and for Sam’s explanation of their use.
Allow us to introduce our new range of enamelware colours - Riess for Labour and Wait.


Since we first started selling enamelware from Riess over ten years ago, we have found it to be one of our most popular and in-demand ranges. And as enamelware has experienced its rebirth as a practical and functional material so our range of Riess goods has expanded.
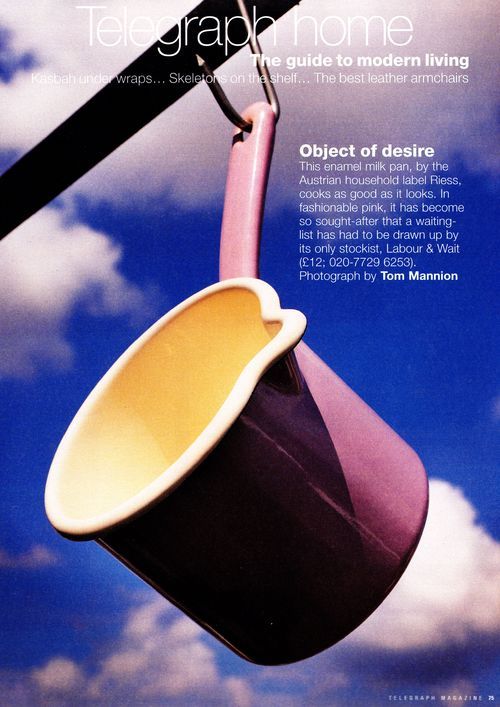
This Pink Milk Pot featured in the Telegraph Magazine in 2002 and led to Sunday morning queues along Cheshire Street and an overload of our fledgling mail-order service.
But as we saw other shops and online retailers selling the same range of milk pots, pans and jugs, we thought we should offer something fresh and new - we pride ourselves on staying one step ahead - so two years ago we created our own range of milk pots in black, green and airforce.

And now we can offer an extension of our Riess for Labour and Wait range. A milk pan, lasagne dish and two milk jugs in our custom ‘Labour and Wait’ colours.
We also introduce a Black Bread Bin to match our Brown Bread Bin -


and each with our Riess for Labour and Wait backstamp -
So who are Riess? And why do we like them so much? In a large part it is due to their history. Riess have been producing steel goods in the same location deep in the heart of Austria since 1550 - and high quality enamel items for over 80 years. This heritage ensures the best knowledge producing the best quality goods. It also helps to shape the company’s future, as they know that with such a proud past they must also look after the brand for future generations.
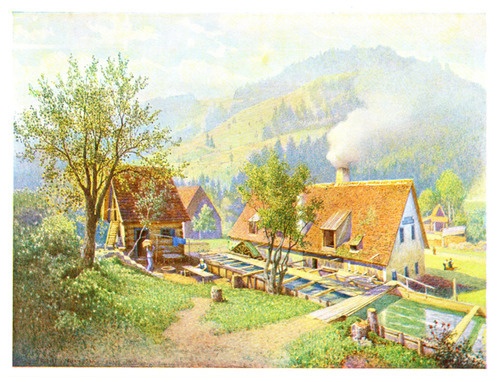
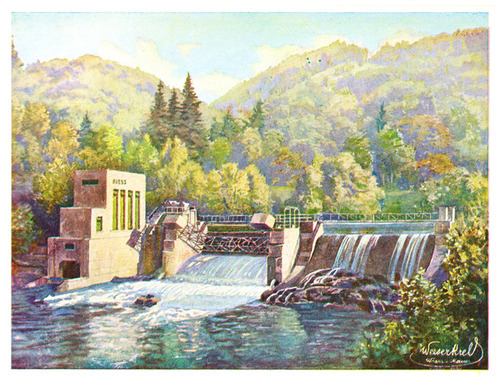
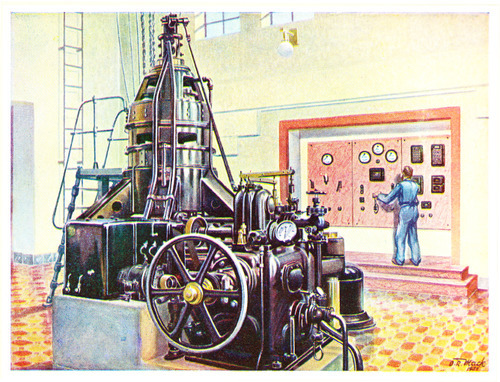
These beautiful illustrations are from Riess’s 400th anniversary celebrations in 1950 - although the factory floor looks much the same today.



Many of the products we sell here have been in constant production at Riess for over 60 years; this heritage and history ensures the highest quality, especially in comparison to the cheaper, far-eastern made enamel ranges that are appearing more frequently these days.

We have been visiting the Riess factory for many years now, to work on new products and colours, and also to see their fantastic archive, from where we have taken these pictures.

Here we see a selection of the enamel chips we’ve selected as possible colours, and a couple of our Labour and Wait items; the Airforce Milk Pot and the Bread Bin, as well as the new Grey Milk Jug.
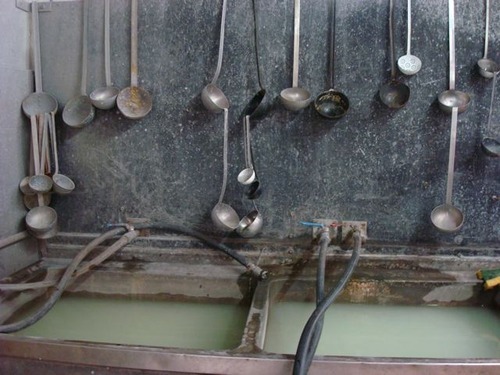
Riess’s knowledge of steelworking also means their kitchenware is of the highest quality, although here our Professional Ladle is used in a more industrial manner.

Simon and Stuart from Labour and Wait and Andres Riess outside the door of the Riess factory.
Riess are also very proud of their environmental policy, aiming to make the smallest ecological impact possible. To this end, in the 1930s they built their own hydro-electric plant, which still to this day powers their entire factory.





So if you are lucky enough to buy or receive some Riess enamel, you can know that you are in possession of a product of quality and history, all the way from the 'Mile of Forges’ in the foothills of the alps.

For more on enamel, you can read our 3 part Enamelware Guide - Enamel Production, Enamel Qualities and Enamel Care.
 CREAMORE MILL was established in 1981 in rural Shropshire. This family owned woodturning mill produces functional interior and garden accessories with an artisanal approach. All of their products are hand made using timber from sustainable sources.
CREAMORE MILL was established in 1981 in rural Shropshire. This family owned woodturning mill produces functional interior and garden accessories with an artisanal approach. All of their products are hand made using timber from sustainable sources.
Thank you to everybody who bought our 2013 ‘Tools of the Trade’ Calendar. We really enjoyed putting it together and found it fascinating to see some of the tools which are used to make our favourite products. However we didn’t have space on the calendar to explain exactly what these tools were - so here we present the first in a series of twelve blogposts about our Tools of the Trade.

Our first set of tools are used to produce one of our most popular products; our Letter Postcards.
Each one is handprinted by Chrissie and Vicky in 'The Corridor’, their narrow workshop in Tufnell Park, North London - at 1.2metres wide ( or 244 pica ems ), it is just wide enough to pull out a case of type.
From this workshop, using their collection of Adana presses sourced from all around the country, Harrington and Squires produce our cards alongside their own range of printed material, including cards, bookmarks, badges and magnets, as well as offering a bespoke design and printing service.

“The name Harrington and Squires is a homage to Bob Harrington and Horace Squires, ex-compositors and letterpress tutors at Hornsey College of Art in the late 60s and early 70s, and it conveys the bespoke quality of our work.”

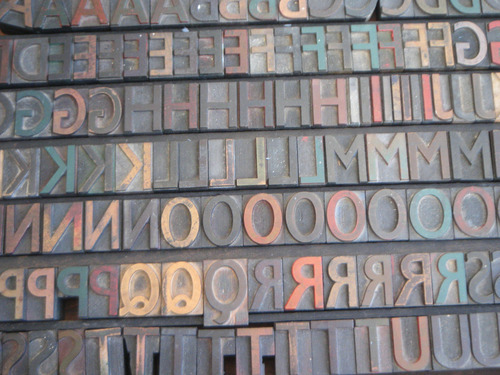
The first Tool of the Trade is a sample of Gill Sans Titling wooden type. As used on our cards, this classic typeface has been used by Penguin Books, LNER, the BBC and Labour and Wait. Gill Sans is these days seen as a short-cut to mid-century Britishness, but we first loved it for its clean, clear lines and its quiet typographical authority.
Next to the type we have the Cornerstone quoin key and under that an 8x5 Adana chase, which is the frame in which type is secured or locked up ready for printing. The type is padded out with furniture ( pieces of wood or metal ) and tightened up with the quoin, which is a locking device to keep all the items in position in the chase.
And finally next to the quoin and chase we have a tin of rubber based ink and a roller for inking up the type ready for printing.
All of these tools are used together by Chrissie and Vicky to make our Letter Postcards.

For those who would like to learn more, Harrington and Squires run letterpress workshops to introduce the art and technique of typesetting and printing.

Our thanks go to Chrissie and Vicky for supplying us the tools to shoot, and for allowing us to share their pictures.
We’re back from our Christmas break, and the first thing to do is clear out our storeroom, which has accumulated another 6 months’ worth of samples, seconds and shop soiled goods.

We’ve sorted through everything now, so if you don’t mind a slight chip in your enamel, or fancy some end-of-line bargains why not to pop down to Redchurch Street this weekend?
 HARRINGTON & SQUIRES is a small private printing press founded in 2002 in Tufnell Park in London. This press specialises in small format and limited editions where each job is designed and set, printed and finished, by hand using traditional methods and equipment.
HARRINGTON & SQUIRES is a small private printing press founded in 2002 in Tufnell Park in London. This press specialises in small format and limited editions where each job is designed and set, printed and finished, by hand using traditional methods and equipment.